




дробилка титан
Когда говорят 'дробилка Титан', многие сразу представляют универсальное решение для любого щебня - но на практике оказывается, что эти машины требуют особого подхода к настройке. Лично сталкивался с ситуацией, когда заказчик купил Титаны под все виды пород, а потом полгода не мог выйти на паспортную производительность из-за неправильного подбора скорости ротора.
Конструктивные нюансы которые не пишут в инструкциях
Работая с дробилка титан на гранитных карьерах Урала, обратил внимание на странную зависимость - при одинаковых настройках один агрегат дает кубовидный щебень, а соседний выдает лещадку до 25%. Оказалось, дело в разной степени износа ускорителей - производитель говорит менять при полном истирании, но практика показала, что уже при 15% износе начинается перекос воздушной подушки.
Кстати про ускоритель - многие пытаются экономить на его балансировке, делая это самостоятельно. Видел случай на карьере в Карелии, где после кустарной балансировки вибрация разрушила подшипниковый узел за 200 часов. Дороже вышло.
Еще момент с питанием - инженеры из АО Байшитэ Аренда Оборудования (Шанхай) как-то поделились наблюдением: их клиенты часто недогружают Титаны, пытаясь экономить на электроэнергии. А при нагрузке ниже 70% начинается обратный эффект - повышенный износ бил при относительно малом выходе продукта.
Реальные кейсы с нашими объектами
В прошлом году на одном из золотодобывающих предприятий в Якутии столкнулись с интересной проблемой - дробилка титан Д-160 стабильно теряла производительность через 3-4 часа работы. Ломали голову неделю, пока не заметили закономерность - сбои совпадали с включением отопления в бытовках. Оказалось, пар от системы шел в помещение с электрощитом, конденсировался на датчиках температуры.
На сайте https://www.baist-er.ru есть технические заметки про работу в холодном климате - мы как раз использовали их рекомендации по дополнительной гидроизоляции шкафов управления. Помогло, хотя пришлось повозиться с подбором материалов - стандартные уплотнители дубели на морозе.
Кстати про АО Байшитэ Аренда Оборудования (Шанхай) - они сейчас активно развивают направление интеллектуального строительного инжиниринга, и это касается тоже дробильных комплексов. Их система мониторинга как-раз помогла нам поймать тот самый случай с конденсатом - без детальной телеметрии мы бы еще месяц искали причину.
Ошибки при подборе комплектации
Часто вижу, как закупают дробилка титан без учета специфики питания. Классический пример - берут стандартный питатель ПП-120, хотя для влажной глинистой породы нужен хотя бы ПП-150 с вибрационным колосниковым грохотом. Потом удивляются, что горловина постоянно забивается.
Еще болезненный момент - экономия на системе аспирации. Производитель рекомендует определенный воздухообмен, но многие ставят менее мощные вентиляторы. В результате пыль оседает на роторе, нарушает балансировку. Приходилось переделывать три таких системы в Красноярском крае - везде одна и та же история.
Особенно критично это для арендованного оборудования - как раз в сфере аренды высотного оборудования от АО Байшитэ Аренда Оборудования (Шанхай) понимают важность полной комплектации. Их подход к комплектации установок для мойки фасадов очень похож на наш к дробильным установкам - мелочей нет.
Практические советы по обслуживанию
С износом бил на дробилка титан есть хитрость - не стоит дожидаться критического износа. При остаточной высоте ребра 40-45% уже стоит планировать замену, иначе резко растет нагрузка на подшипники. Проверено на десятке объектов - так выходит дешевле в долгосрочной перспективе.
Про масло отдельный разговор - многие льют то, что есть в наличии. А ведь в Титанах очень чувствительная гидравлика, особенно в системе регулировки разгрузочной щели. Как-то пришлось полностью промывать систему после того, как механик залил масло от экскаватора - получились затраты как за два ТО.
Кстати, специалисты с https://www.baist-er.ru как-то рассказывали про аналогичные проблемы с гидравликой в своих системах мойки окон - там тоже требовалось специальное масло с определенными присадками. Опыт коллег из смежных областей часто помогает избежать типовых ошибок.
Перспективы развития технологии
Сейчас присматриваюсь к новым моделям дробилка титан с системой автоматической регулировки зазоров. На бумаге все красиво - датчики, сервоприводы... Но на практике в наших условиях пыль убивает всю эту прелесть за па месяцев. Возможно, нужно дорабатывать систему защиты.
Интересно, что в АО Байшитэ Аренда Оборудования (Шанхай) пошли по пути гибридных решений - в их новом оборудовании для интеллектуального строительного инжиниринга сочетается автоматика с возможностью ручного дублирования. Наверное, и нам стоит такой подход перенять для дробильных комплексов.
Вообще, если говорить о будущем, то главная проблема Титанов в России - не конструкции, а сервис. Запчасти везут долго, специалистов мало. Может стоит создать пул компаний для совместного обучения персонала? В той же АО Байшитэ Аренда Оборудования (Шанхай) как раз развивают программы обучения для клиентов - возможно, стоит перенять опыт.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Карьерный самосвал
Карьерный самосвал -
 Подъемник коленчатого типа
Подъемник коленчатого типа -
 Одно-/двухместная подвесная люлька для ветроэнергетических установок
Одно-/двухместная подвесная люлька для ветроэнергетических установок -
 Подземный карьерный самосвал
Подземный карьерный самосвал -
 Кабельное барабанное устройство судового питания и управления
Кабельное барабанное устройство судового питания и управления -
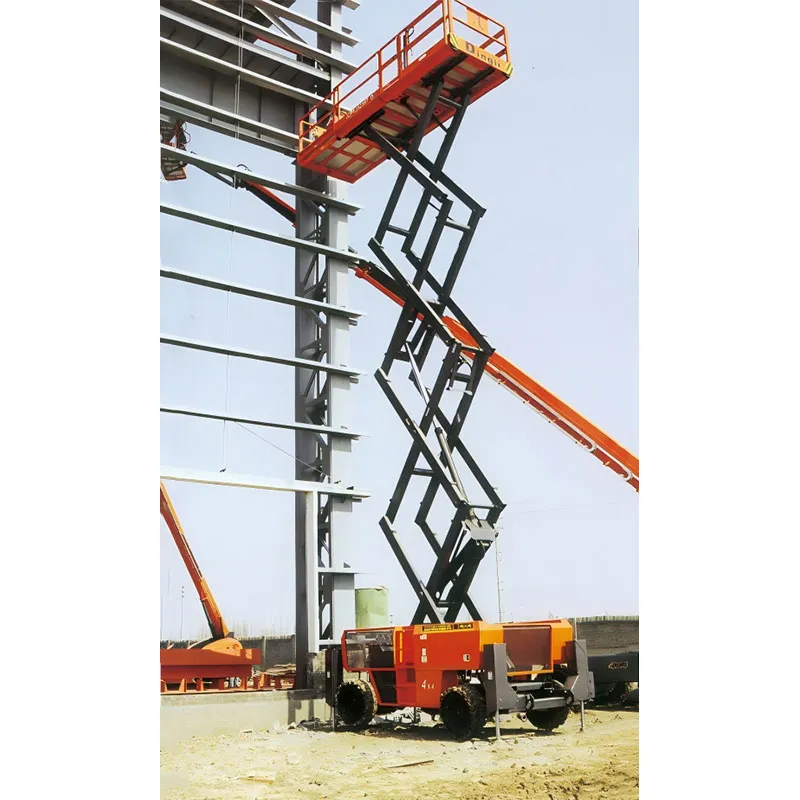 Подъемник ножничного типа
Подъемник ножничного типа -
 Буровая установка для разведки
Буровая установка для разведки -
 V-образная подвесная платформа для ветроэнергетических установок
V-образная подвесная платформа для ветроэнергетических установок -
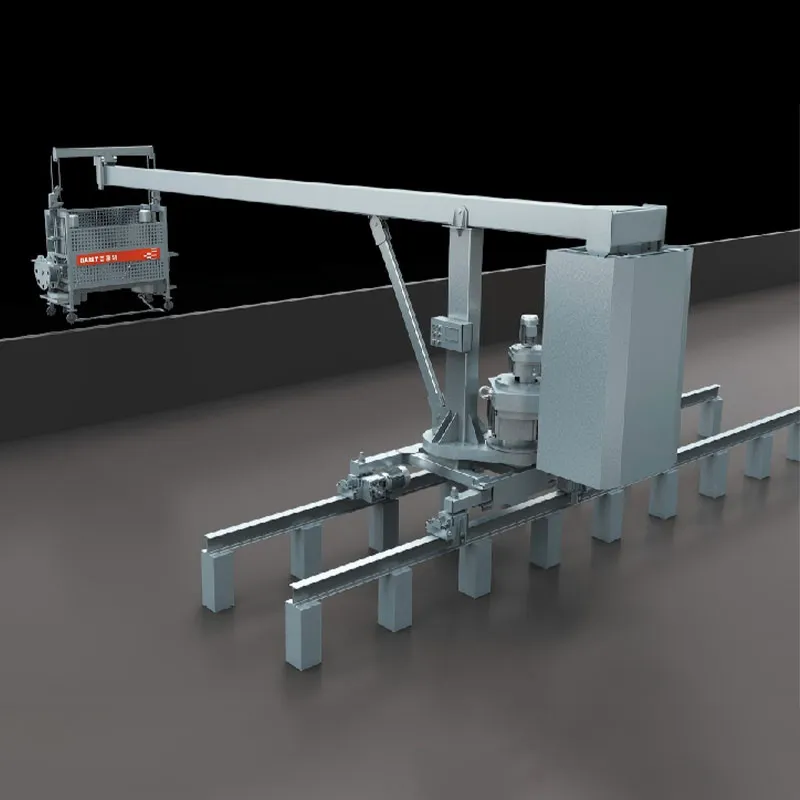 Рельсовая тележечная машина для мойки окон
Рельсовая тележечная машина для мойки окон -
 Узкоколейная компактная машина для мойки окон
Узкоколейная компактная машина для мойки окон -
 Вибрационный грохот
Вибрационный грохот -
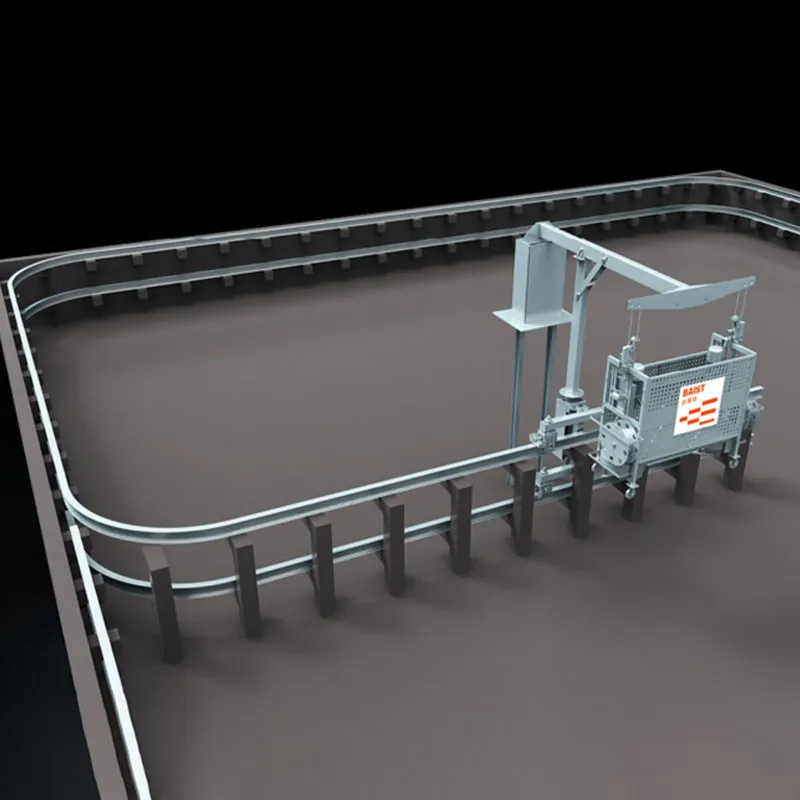
 Кровельная тележечная машина для мойки окон
Кровельная тележечная машина для мойки окон